How do we establish max overpull/torque on a tapered drill-string?
Determining the maximum overpull which can be applied to a tapered drill-string in a high inclination well is by no means straightforward, particularly when combined with the simultaneous application of torque. This situation is most likely to occur when working stuck-pipe, which is also the only occasion when it is likely that the torque at the drill-pipe crossover may approach the torque applied at surface, whilst it’s being progressively worked down to the stuck-point.
Some sticking mechanisms require the string to be worked to its maximum operating limit as quickly as possible to have the greatest chance of success (i.e. differential sticking), so the drilling engineer should have as much of the ground-work prepared in advance, as possible.
First, it’s necessary to understand the friction factor(s) measured prior to becoming stuck. These should be routinely tracked on high angle wells, and used to produce a conventional “bottoms-up”, “incremental” or “elemental” T&D analysis providing a simple overview of the torque and drag forces present in the drill-string. It is important that the actual wellbore survey is used as the cumulative tortuosity can have a significant impact on the incremental T&D plots, particularly at higher friction factors.
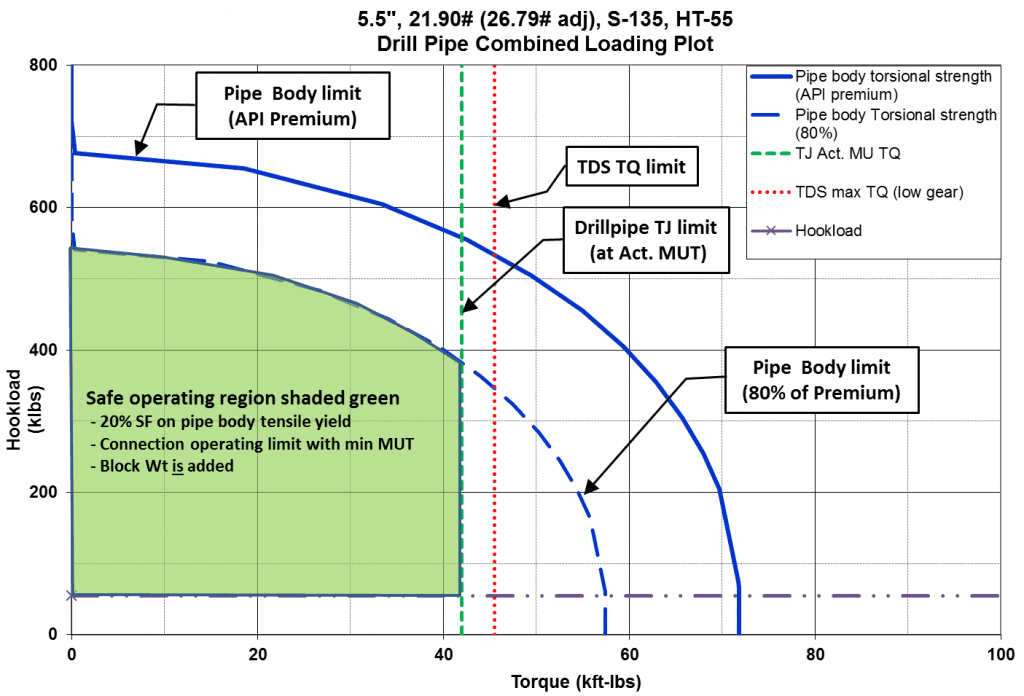
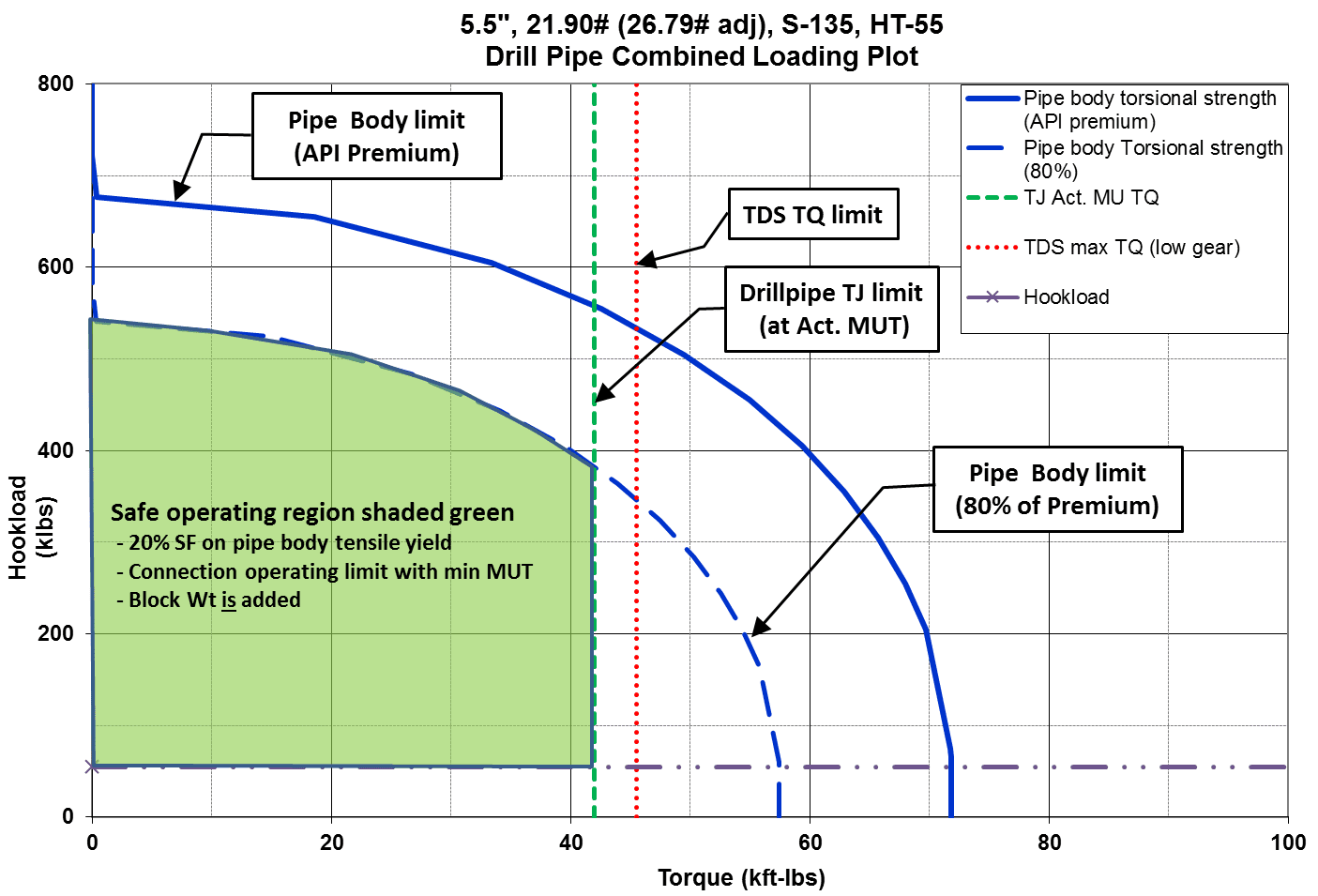
It is then necessary to prepare combined loading plots for the drill-string in question. These must be prepared for each section of drill pipe in the drill-string. It’s worth noting:
• The maximum over-pull which can be applied will reduce as the applied torque increases
• For premium tool-joints it is necessary to consult the manufacturer’s connection specification sheets as the tool-joint operating torque limit may differ from the make-up torque, and will decrease as the tension applied increases.
• It is recommended that the surface torque applied when working torque down to the stuck-point is limited by the weakest component above the stuck-point (usually the smallest diameter drill-pipe), to minimise the risk of an accidental back-off.
• Superimposing the reduced operating limits from the combined loading plots onto the incremental T&D plots will show the available torque and over-pull limits at both the stuck-point and the drill-pipe cross-over.